8Mm Laminate Flooring,Eir Laminate Flooring,8Mm Waterproof Flooring,Hdf Board Laminate Flooring Jinan Caiming Wood Co.,LTD , https://www.caimingflooring.com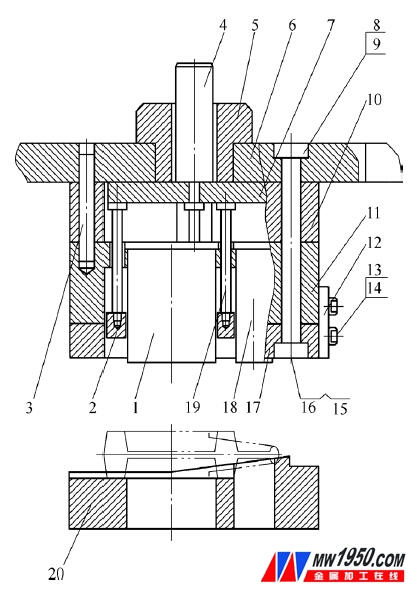
Monolithic struts for hand die forging
In the single hydraulic prop of our company, the original forging process of punching and trimming adopts two processes of punching and trimming, which not only occupies the equipment and has low precision, but also has a large processing allowance for forgings. At the same time, due to the unsynchronized punching and trimming equipment in the process of production, the die forging hammer intermittently stops production, the work efficiency is low, the equipment utilization rate is low, and so on, the processing cost of the part is increased and the production is prolonged.
1. New process analysis
(1) The composite mold design completes the punching and trimming process molds in one stroke, and the two processes are combined into one. The relative position of the inner hole and the trimming edge of the forging piece can be guaranteed by the mold (see the attached drawing).
Hand hot stamping combination die
1. Copper punch 2. Stripping plate 3. Locating pin 4. Dip bar 5. Mold handle 6. Upper plate 7. Push plate 8, 14, 16. Spring pad 9. Inner hexagon screw
10. Upper mold fixing plate 11. Concave and concave mold fixing plate 12. Positioning plate 13. Hexagon head screw 15. Inner side screw 17. Die 18. Punch II 19. Push rod 20. Lower mold
(2) The design of the convex and concave molds should ensure the order of the punching and the punching, which not only reduces the working pressure of the press, but also promotes the centering of the forgings and the punching punches, so as to obtain better concentric punching.
(3) The edge clearance and the punching clearance should be appropriate. The gap is too large, which is not conducive to the alignment of the convex and concave molds. It is easy to produce eccentric trimming and affect the trimming quality. At the same time, the die is considered to be in the warranty process.膛 wear deformation, the gap is too small, the flash edge is not easy to remove and easy to cut meat, and there is the possibility of bumps and concaves touching each other, generally take 0.5 ~ 0.8mm.
(4) The amount of movement of the trimming die and the punching punch S is sufficient to ensure the trimming die and the punching quality, and the amount of the forging die relative to the trimming die and the punching punch should be sufficient. At this time, the ratio of the height of the forging hole to the aperture is less than 1, so that the upper plane of the punch is flush with the upper plane of the hole or is 3 to 5 mm higher at the end of the punching.
(5) The material is returned by the materializing rod, and the stroke of the materializing rod should ensure that the forging piece is freely taken out.
(6) The workpiece positioning die pad is laterally positioned according to the corresponding size and structure of the part, and the vertical position is also positioned according to the difference between the handle and the body, thereby ensuring the positioning of the horizontal and vertical dimensions of the part.
2. Forging shape design
Due to the adoption of the new process composite mold, the precision of the punching part is high, and the relative position of the inner shape can be ensured by the mold. The original forging part has a large outer dimension and the production cost of the raw material increases the production cost, and the shape and shape of the forging piece are improved.
3. Effect analysis
After the production by the composite mold process, the effect is obvious after the actual use, and the dimensions of the forging parts reach the original design requirements. When using a simple mold, the time required for the two sets of molds to be changed back and forth for adjustment is not required when using the composite mold. The simple die first punching and trimming equipment has low utilization rate, and the impact on the press is large under the condition of cold trimming, the vibration is large, and the equipment is in poor condition. Now, the composite mold not only improves the double use efficiency of the press, but also makes The process of die forging and punching and trimming is synchronized, which avoids the intermittent stoppage of the die forging hammer, ensures the continuity of production connection and reduces the punching force of the equipment, which can prolong the service life of the equipment. The precision of forgings is improved, the machining allowance is small, the labor intensity of workers is reduced, the materials used are relatively reduced, and the material saving cost is reduced.
About the author: Hu Kun, Huainan Zhengmeiji Machinery Co., Ltd., R&D Center.